Übersicht: Die häufigsten Schweißfehler, 2. Teil
Beim Schweißen können viele verschiedene Fehler auftreten. Und je nach Fehler kann die Integrität der Schweißverbindung erheblich beeinträchtigt sein. Andererseits wird nicht jeder Schweißfehler als kritisch bewertet. Durch entsprechende Testverfahren können Schweißfehler außerdem aufgespürt und entsprechend behoben werden.
Schweißfehler werden hauptsächlich durch ungünstige Verfahrensbedingungen und Bedienungsfehler verursacht. Die falsche Technik, schlechte Schweißzustände und mangelhaft ausgeführte Schweißnähte sind weitere Fehlerquellen. Nur: Welche Schweißfehler gibt es überhaupt? In einer zweiteiligen Übersicht listen wir die häufigsten Schweißfehler auf. Dabei ging es im 1. Teil um Risse.
Hier ist der 2. Teil.
Inhalt
Verzug als Schweißfehler
Bei Schweißverfahren, bei denen das Metall an den Seiten der gefügten Verbindungen aufgeschmolzen wird, tritt beim erneuten Abkühlen des Metalls oft ein Schrumpfen auf. Dieses Schrumpfen führt zu Spannungen im Bauteil, die dann einen Verzug zur Folge haben.
Ein Faktor, der den Schweißverzug beeinflusst, ist der spezifische Wärmeleitwert der Bauteile. So ist beispielsweise der spezifische Wärmeleitwert von austenitischem Stahl geringer als der von unlegiertem Stahl. Dadurch wird die Wärme schlechter abgeleitet und es kommt zu einer ungleichmäßigen Wärmeverteilung.
In dieser Wärmezone möchte sich das Material stärker ausdehnen, aber weil das umliegende Material kälter ist, wird die Ausdehnung gehemmt. In der Folge kommt es zu Druckeigenspannungen, die so groß werden, dass der Werkstoff anfängt, zu fließen. Nach dem Temperaturausgleich biegt sich das Material dann in die Richtung, in der zuvor das Material war, das weggeflossen ist.
Generell neigen dünne Bauteile stärker zu einem Verzug als dickwandige Bauteile. Der Grund hierfür ist, dass der Verbund aus dünnen Bauteilen eine geringere Steifigkeit aufweist. Grundsätzlich bedeutet Schweißverzug, dass sich die Maße oder die Form der Bauteile verändern. Genau das kann aber ein großes Problem sein, weil das fertige Bauteil die Form, die es eigentlich haben sollte, gerade nicht hat.
Einige Arten von Schweißverzug lassen sich dadurch verhindern, dass die Werkstücke versetzt angeordnet werden. Im Ergebnis befinden sie sich dann durch den Verzug nach dem Schweißvorgang in der richtigen Position.
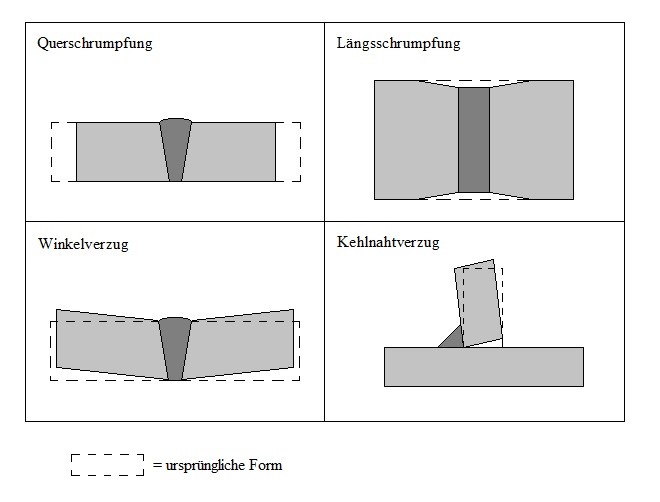
Zu den häufigsten Typen des Schweißverzugs gehören die Querschrumpfung, die Längsschrumpfung, der Winkelverzug und der Kehlnahtverzug:
[Verzug]
Gaseinschlüsse als Schweißfehler
Gaseinschlüsse können Porosität, Lunker, Wurmlöcher und verschiedene andere Schweißfehler hervorrufen. Zu diesen Fehlern kommt es dann, wenn Gas in der erhärteten Schweißung eingeschlossen ist. Dass sich überhaupt Gas bildet, kann daran liegen, dass
- das Werkstück oder die Elektrode einen hohen Anteil ein Schwefel enthält,
- die Feuchtigkeit an der Elektrode oder am Werkstück zu hoch ist,
- der Schweißbogen zu kurz ist,
- der Schweißstrom falsch eingestellt ist oder
- die elektrische Polarität falsch gewählt wurde.
Einschlüsse als Schweißfehler
Bei den Einschlüssen lassen sich zwei Varianten voneinander unterscheiden, nämlich lineare und runde Einschlüsse. Und die Einschlüsse können entweder vereinzelt oder als Anhäufung auftreten. Lineare Einschlüsse können sich bilden, wenn Schlacke oder Flussmittel in die Schweißung gelangen. Schlacke entsteht, wenn Flussmittel verwendet werden.
Aus diesem Grund besteht die Gefahr von linearen Einschlüssen vor allem bei den Schweißverfahren, bei denen Flussmittel zum Einsatz kommen. Eine andere Fehlerquelle entsteht, wenn eine Schweißung in mehreren Schweißvorgängen durchgeführt werden muss und die Überschneidungen zwischen den einzelnen Durchgängen mangelhaft sind. Denn eine schlechte Überschneidung bewirkt, dass die Schlacke vom vorhergehenden Schweißvorgang nicht schmelzen kann. Dadurch kann diese Schlacke dann bis an die Spitze der neuen Schweißraupe aufsteigen.
Daneben ist möglich, dass vom vorhergehenden Schweißvorgang eine Einbrandkerbe oder eine unebene Oberfläche zurückgeblieben ist. Einschlüsse lassen sich vermeiden, wenn die Verbindungsstelle zwischen den einzelnen Schweißvorgängen geschliffen, mit einer Drahtbürste abgebürstet oder anderweitig behandelt wird.
Isolierte Einschlüsse sind die Folge von Rost oder Walzzunder im Basismaterial. Auch hier schafft eine entsprechende Vorbehandlung der Verbindungsstelle Abhilfe.
Einbrandkerben als Schweißfehler
Einbrandkerben bilden sich, wenn die Querschnittsdicke des Basismaterials durch die Schweißung verkleinert wird. Eine mögliche Ursache für diesen Schweißfehler kann ein zu hoher Schweißstrom sein, der dazu führt, dass die Ecken der Schweißverbindung schmelzen. Fließt das Material daraufhin in die Schweißung ab, bleibt an der Längsseite der Schweißverbindung eine kanalartige Vertiefung zurück.
Eine andere Ursache kann sein, dass an den Kanten der Schweißverbindung zu wenig Füllmaterial aufgebracht wird. Ein zu kleiner Elektrodenwinkel, eine feuchte Elektrode, ein zu langer Schweißbogen oder eine zu geringe Schweißgeschwindigkeit können weitere Gründe für Einbrandkerben sein. Vermeiden lassen sich Einbrandkerben also durch die richtige Auswahl der Schweißparameter, die Auswahl eines geeigneten Schweißverfahrens und eine sorgfältige Arbeitsweise.
Binde- und Wurzeldurchschweißfehler
Ein Bindefehler liegt vor, wenn die Schweißraupe schlecht am Basismaterial haftet. Von einem Wurzeldurchschweißfehler wird gesprochen, wenn die Schweißraupe nicht an der Wurzel der Schweißfuge beginnt. Durch einen Wurzeldurchschweißfehler entsteht ein Kanal oder eine Spalte an der Wurzel der Schweißfuge.
Das ist deshalb problematisch, weil sich an dieser Stelle Substanzen ablagern können, die zu einer Korrosion führen. Binde- und Wurzeldurchschweißfehler sind in aller Regel die Folge von Schweißprozessen, die nicht ordnungsgemäß ausgeführt wurden, beispielsweise weil der Schweißstrom falsch eingestellt, die Länge des Schweißbogens nicht richtig gewählt oder die Elektrode in einem ungünstigen Winkel geführt wurde.
Diese Schweißfehler können in unterschiedlichen Formen auftreten und nicht immer sind sie kritisch. So ist eine gewisse Porosität in der Schweißung durchaus akzeptabel. Im Unterschied dazu werden Einschlüsse, Einkerbungen oder Risse meist als kritisch eingestuft.
Sind die Schweißfehler sichtbar, können sie problemlos aufgespürt und beseitigt werden. Ansonsten gibt es verschiedene Testverfahren, die die Schweißfehler ans Licht bringen. Diese nutzen beispielsweise Kontrastmittel, Ultraschall, Magnet- oder Röntgenstrahlen.
Terrassenbruch als Schweißfehler
Terrassenbrüche sind Schweißfehler, die als Folge von Schrumpfungen in zusammengeschweißten Walzstahlplatten auftreten. Dabei verlaufen die Brüche senkrecht zu den Plattenrändern hin. Terrassenbrüche kommen ausschließlich in geschweißten Metallplatten vor, in gegossenen oder geschmiedeten Platten nicht.
Die Ursache von Terrassenbrüchen sind meistens Schwefeleinschlüsse im Material. Moderne Herstellungstechniken haben inzwischen aber dazu geführt, dass der Anteil an Schwefel reduziert werden konnte und damit auch Terrassenbrüche seltener geworden sind. Allerdings kann ein Wasserstoffüberschuss in der Legierung ebenfalls Terrassenbrüche verursachen. Hier lässt sich gegensteuern, indem die Obergrenze für Schwefel auf 0,005 % festgelegt oder der Legierung seltene Erden, Calcium oder Zirkonium zugefügt werden. Die Alternative ist, die Konstruktion nicht zu schweißen, sondern zu schmieden oder zu gießen.
Mehr Anleitungen, Tipps und Ratgeber zum Schweißen:
Übersicht:
Fachartikel
Verzeichnis
Über uns
